
Beyond MES and SCADA to Context-Aware Workflows
Your MES says Line 3 is running at 94% of target rate and SCADA shows all equipment operating within parameters. Your production dashboard is green. Everything looks great! Who needs operational intelligence?
But you’re still going to miss this afternoon’s shipment.
Why? Because the MES tracks what’s happening, not what it means. It knows Line 3 is slightly slow. It doesn’t know that the parts being made on Line 3 are for your largest customer’s rush order. Meanwhile, the parts on Line 1 (running at 102% of target) are for stock replenishment that doesn’t ship for two weeks.
This is data gap between data collection and operational intelligence. Your existing systems like MES, SCADA, and ERP software capture data. But they don’t understand context. They can’t tell you what matters most right now, what’s about to become a problem, or what actions would have the biggest impact on today’s priorities.
MES Is a Historian, Not an Analyst
Manufacturing execution systems (MES) excel at recording what happened today. They record part counts, cycle times, downtime events, and quality checks. When someone asks “what did Line 3 produce yesterday?” the MES can spit out the answer.
But if you want to know, “should we prioritize Line 3’s maintenance this afternoon or wait until tonight?” the MES can’t help you. It knows the equipment needs attention. But it doesn’t know how that maintenance timing affects customer commitments, downstream operations, or overall plant throughput.
A discrete parts manufacturer described their MES as “the world’s most expensive logbook.” It captured everything. But line operators still made decisions based on their experience and tribal knowledge because the MES didn’t provide operational context.
SCADA Monitors, Doesn’t Anticipate
SCADA systems monitor equipment conditions in real-time, like temperature, pressure, speed, and power consumption. When pre-defined parameters exceed thresholds, alarms light up and ring.
This system of alerts can prevent catastrophic failures. But it doesn’t predict developing problems before they affect operations. SCADA tells you when equipment has already exceeded normal operating ranges, but not when it’s trending toward those ranges over the next few days.
Food Processor SCADA
One food processing operation had comprehensive SCADA monitoring across their packaging lines. They could see every motor, valve, and sensor condition in real-time. But they still experienced unexpected equipment failures because degradation often develops gradually, staying within alarm thresholds until suddenly crossing them.
Tell Us When It’s Warm, Not When It’s Boiling
Their maintenance team described it as “watching a pot of water. SCADA tells us when it’s boiling. We want to know when it’s getting warm.”
Solving the Context Problem
Manufacturing operations don’t happen in isolation. Every decision affects multiple systems:
- Line speed adjustments impact downstream operations, material consumption rates, and delivery schedules.
- Maintenance timing affects production capacity, customer commitments, and resource allocation.
- Quality holds influence inventory levels, shipment schedules, and workforce assignments.
- Equipment changeovers determine product mix flexibility, order sequencing, and revenue optimization.
MES and SCADA collect data about these operations. But they don’t understand the relationships between them. They can’t answer “given current conditions, what should we optimize for right now?”
That’s where context-aware operational intelligence matters. It considers not just what’s happening, but what it means within your current operational situation.
What Context-Aware Actually Means
An automotive components supplier was running three production lines making different part families. All three lines were operating within normal parameters according to their MES and SCADA.
But Line 2 was making parts for a just-in-time customer who required delivery by 3 PM. Line 1 was making parts for stock. And line 3 was producing components for a customer shipment scheduled for next week.
At 10:30 AM, Line 2 experienced a minor jam that would require 45 minutes to clear. That’s not unusual, it happens in every manufacturing facility.
The MES logged it. SCADA monitored the equipment status. But neither system understood that this particular jam, on this particular day, for this particular customer’s parts, meant the 3 PM deadline was now at risk.
Operational intelligence that understands context would recognize:
- Line 2’s production is critical today. The jam puts the shipment at risk.
- Line 1 has capacity and can run Line 2’s parts after a 2-hour changeover. Making that changeover decision now prevents the missed shipment.
The systems knew the facts. Context-aware intelligence knew what those facts meant and what actions mattered most.
Building Intelligence On Top of Existing Systems
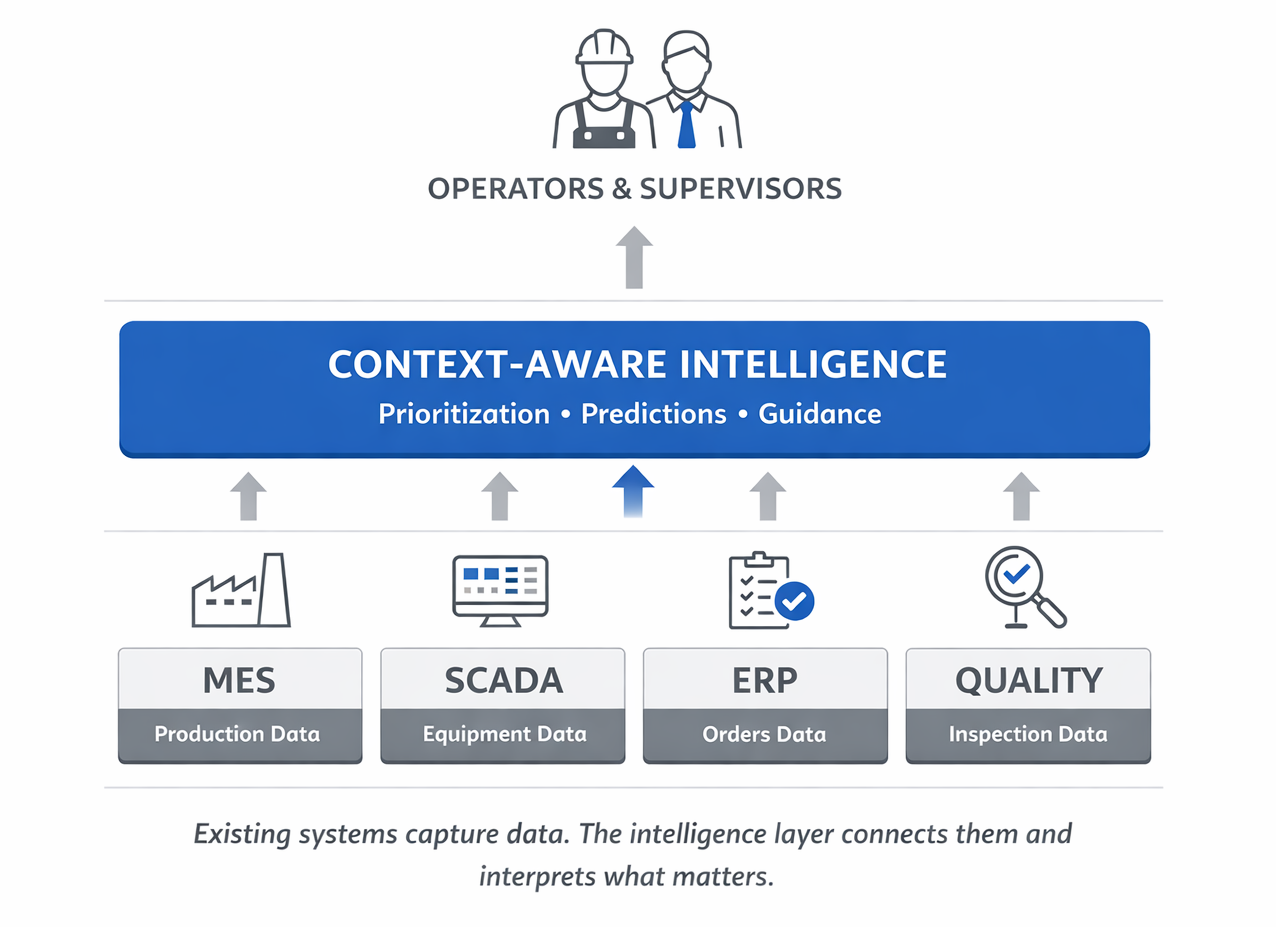
Operational AI makes it practical to build intelligence on top of existing systems. No more rip and replace with new systems that have steep learning curves. You don’t have to replace your MES or SCADA. You just add an intelligence layer on top of them.
Your MES keeps recording production data and SCADA keeps monitoring equipment. The ERP system keeps tracking orders and inventory. But now you’ve added a system that reads from all of them. That system understands the relationships between their data and provides context-aware guidance.
CNC Machining Example
A precision machining operation implemented this approach across their 47 CNC machines. Their Rockwell MES and Siemens SCADA remained in place. They connected their operational intelligence platform to both the MES and SCADA systems through read-only interfaces. It required no changes to existing systems, no disruption to established workflows.
The intelligence layer correlated MES production data with ERP order information and SCADA equipment conditions. When a machine showed early signs of degradation, the system considered which parts that machine was scheduled to produce, which customer orders those parts supported, and what alternative capacity existed.
Prioritizing by Context
This enabled operators to apply contextual prioritization. Maintenance for machines producing critical customer parts happened immediately. Maintenance for machines producing stock replenishment could wait.
Real-Time Decision Support
When implementing operational intelligence, aim for one practical application: dynamic work prioritization.
Traditional MES systems process jobs in the order they enter the queue. First-in, first-out. Simple, fair, and often wrong.
A job that entered the queue yesterday might be scheduled for a customer shipment next week. A job entering now might be for a rush order shipping this afternoon. FIFO doesn’t distinguish between them. But context-aware systems do. They consider due dates, customer priority, downstream dependencies, material availability, and resource constraints. Jobs get sequenced based on operational impact rather than shipping or arrival order.
Context-Aware Prioritization
An electronics manufacturer implemented context-aware job prioritization across their SMT lines. Their MES tracked all the jobs, but the operational intelligence layer resequenced them continuously based on changing conditions.
When upstream material delays affected certain products, the context-aware system automatically lowered the priority of those jobs. When customer changes turned standard orders into urgent orders, the system moved those jobs up. The MES kept recording everything, but the intelligence layer determined what to produce next.
Improved On-Time Delivery
Their result? On-time delivery improved from 87% to 96% without increasing capacity. Same equipment, same workforce, better operational context.
Realizing Predictive Flow Management
The MES gives you current production rates. Context-aware intelligence tells you whether those rates will meet today’s commitments.
Parts and Assemblies Not Connected
A stamping operation produced parts used in multiple downstream assemblies. Their MES tracked production quantities by part number. But it didn’t connect those part numbers to the assemblies they went into or the customer orders those assemblies fulfilled.
When stamping production ran slightly slow, nobody knew what impact this might have. Only after the downstream assembly operation ran short of parts did the impact become visible, but by then it was too late to prevent scheduling problems.
Identify Constraints Early
Operational intelligence that understands these connections can identify constraints before they affect downstream operations. When a core operation falls behind, the system immediately calculates how this change affects assembly schedules and customer shipments.
This forward-looking visibility enables proactive adjustments. You can add overtime, expedite material, and communicate with customers, before the constraint actually impacts deliveries.
The Integration Challenge
Building operational intelligence on top of existing systems sounds straightforward until you face reality: most manufacturing facilities run 5-15 different systems that don’t talk to each other.
An MES from Rockwell. SCADA from Siemens. ERP from SAP. Quality management in its own database. Maintenance tracking in a different CMMS. Production scheduling in Excel. Customer orders flowing through an EDI system. Each system stores pieces of operational context. No one system gives you the complete picture.
Work with What You Have
The practical approach is to connect to whatever systems exist through whatever methods work. Employ API integration where it’s possible. Build SQL database queries where APIs don’t exist, and use file imports for systems that lack direct connectivity. For information that only exists on paper, go for manual data entry or scanning and OCR.
Perfection Not Required
An operational intelligence layer doesn’t require perfection. Partial visibility still helps you make better decisions than no visibility.
The precision machining operation mentioned earlier started with just MES and ERP integration. They couldn’t initially connect to their maintenance system (outdated CMMS with no API), so they imported maintenance logs weekly as CSV files. It wasn’t ideal, but it turned out to be good enough.
After proving significant value with that partial integration, they were able to justify the investment in a modern CMMS that integrated properly.
The AI Layer
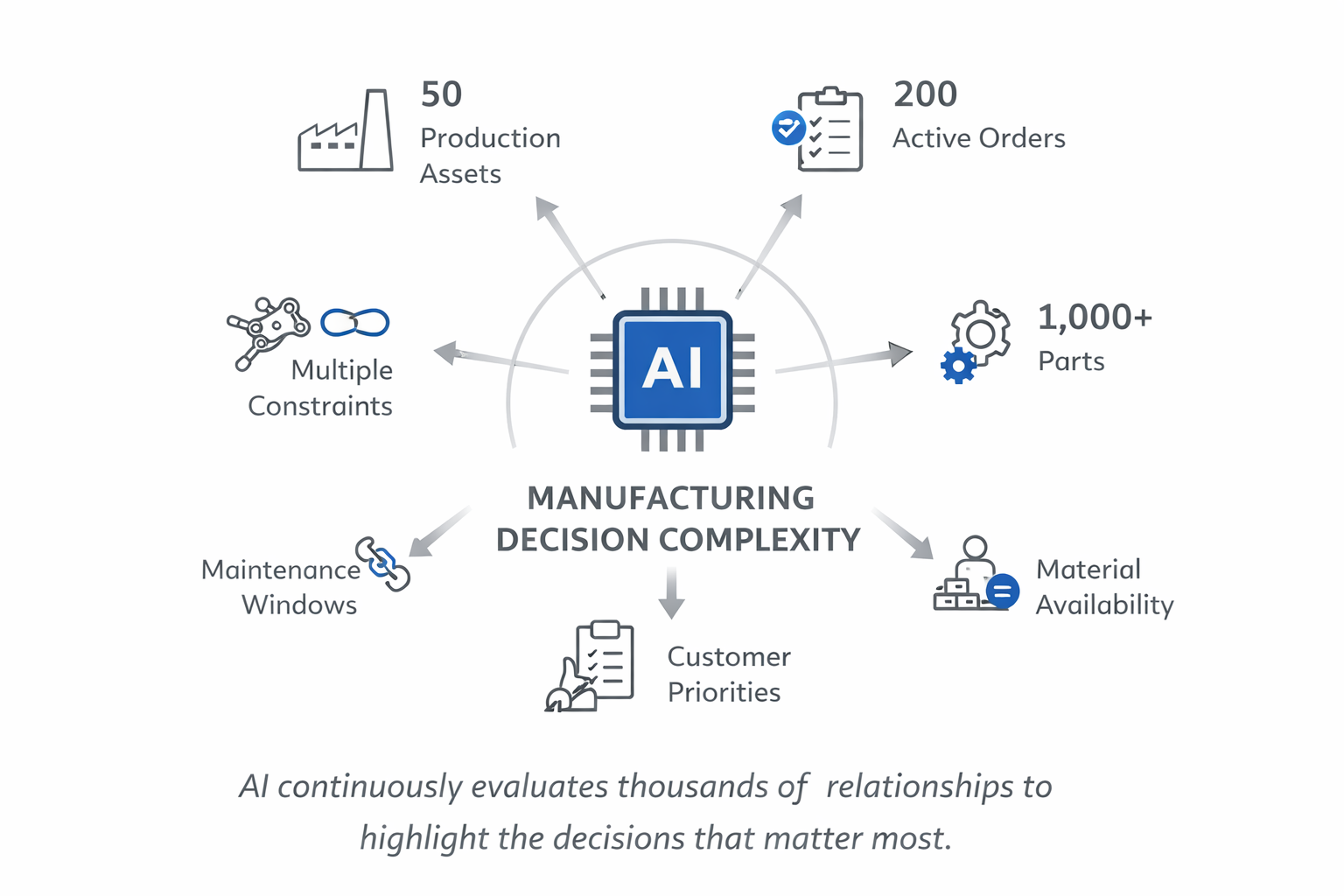
Why does context-aware operational intelligence require AI? Because the number of relationships to track exceeds human cognitive capacity.
Consider a facility with 50 production resources, 200 active customer orders, 1,000 part numbers, and 30 daily production decisions. Every decision affects multiple orders, every order depends on multiple resources, every resource has capacity constraints and maintenance requirements.
AI Is Great at Pattern Recognition at Scale
A human supervisor can track maybe a dozen of these relationships at once. AI can track all of them continuously, identifying which relationships matter most right now, based on current conditions.
Machine learning models trained on historical production data learn patterns:
- which equipment combinations create bottlenecks
- which product sequences optimize changeover time
- which material timing affects downstream flow
- which customer priority conflicts require attention
Human Decision-Making Is Key
The models don’t replace human decision-making. They highlight where decisions matter most and provide context for making those decisions effectively.
Implementation Reality Check
Can you implement context-aware operational intelligence in 90 days?
Depends on your starting point. If you have MES and ERP systems that can be accessed (even if just through database queries or file exports), probably yes.
Garbage In
The electronics manufacturer mentioned earlier went from kickoff to production in 11 weeks. They had good data in their existing systems. The challenge was connecting to it and building models that understood the relationships.
Garbage Out
But if your production tracking happens through clipboards and spreadsheets, you’ll need to establish digital data collection first. That extends the timeline.
Most discrete manufacturers and process operations have enough digital data to start. The issue isn’t data availability, it’s data fragmentation and lack of integration.
What This Costs vs. What It Returns
Typical implementation for a mid-sized manufacturer (2-5 production lines, 20-50 pieces of equipment) can run $75,000-$150,000 including integration, model training, and initial deployment.
Ongoing platform costs are typically in the range of $3,000-$5,000 monthly depending on production volume and complexity.
ROI in Months Not Years
The automotive supplier that implemented context-aware job sequencing calculated ROI within 7 months through improved on-time delivery (fewer expedited shipments and higher customer satisfaction) and better capacity utilization (reduced overtime and optimized changeovers).
The food processing operation with better equipment failure visibility prevented an estimated $340,000 in unexpected downtime costs during the first year.
Qualitative Benefits May Outweigh the Quantitative
But the less tangible benefits often matter more. Production supervisors are more valuable when spending time on optimization than on firefighting. Proactive maintenance saves money and reduces downtime. When customer commitments are met more consistently, customers are happier which can translate into recurring business.
Beyond the Pilot
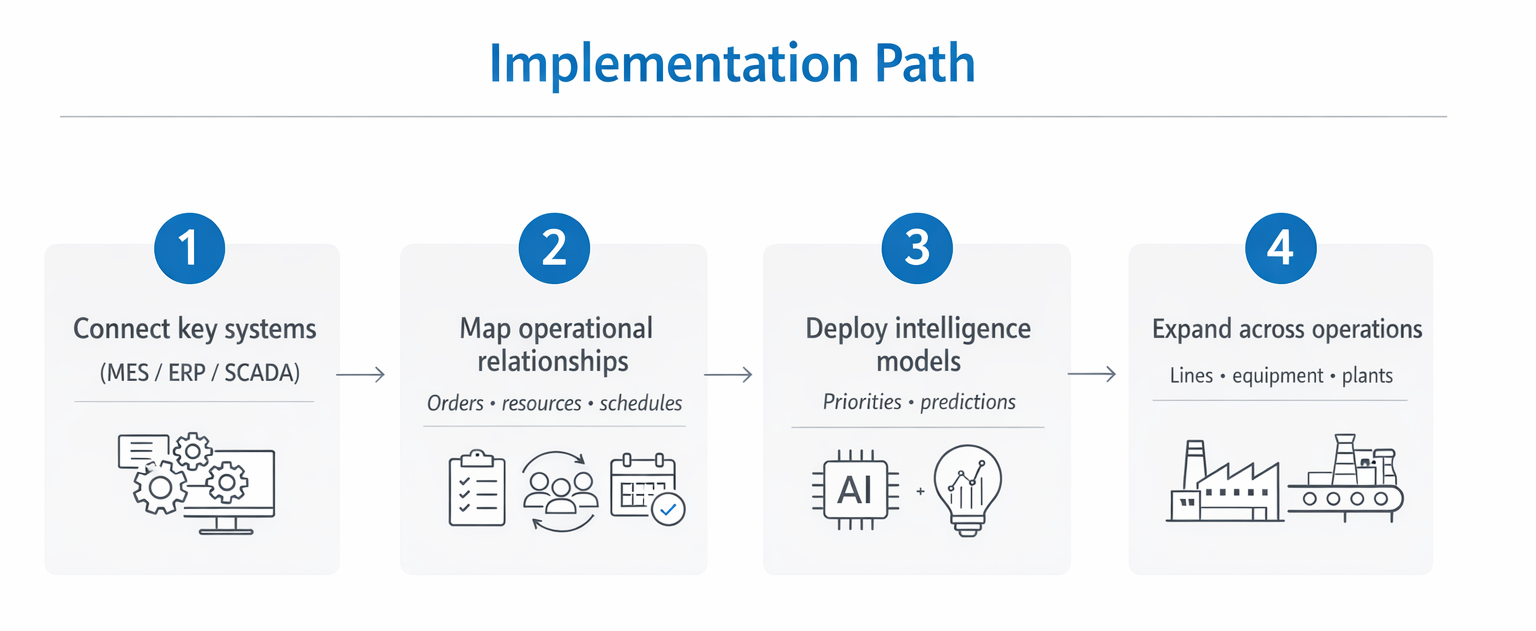
Most implementations start focused on one production line, specific equipment, or particular operational challenges. It makes sense to prove value in a project with a contained scope before expanding across company systems.
Start with High-Value Projects
The stamping operation started with their highest-volume line. After demonstrating improved flow management and reduced downtime over 90 days, they expanded to two additional lines. A year later, the entire facility was operating with a context-aware intelligence layer.
A Staged Approach Is Best
This staged approach makes sense because it limits initial investment, reduces implementation risk, and proves value before expanding the project. Essentially, staged approaches build trust.
It also proves a point. You can realize significant value without trying to build an operational intelligence layer across every system. Strategic deployment of operational intelligence produces visible benefits.
The Starting Point
If you’re considering operational intelligence beyond basic MES and SCADA, start by identifying your biggest context gap. Where do you make operational decisions that would benefit from understanding connections between systems? Job prioritization? Maintenance timing? Resource allocation? Schedule optimization?
Focus First on Problems Where Context Matters
Pick one problem where context matters and current systems provide insufficient guidance. Implement intelligence there first.
The food processor started with equipment maintenance timing. They had the data but lacked context about which maintenance activities were most urgent.
The automotive supplier started with job sequencing. Their MES tracked jobs but couldn’t prioritize them.
Success by Focusing on Specific Context Gaps
Despite different starting points, both succeeded because they focused on specific context gaps rather than attempting a comprehensive transformation.
Frequently Asked Questions (FAQ)
1. We already have MES and SCADA systems. Why do we need an additional intelligence layer?
MES and SCADA are excellent at capturing and monitoring data but they operate without operational context. Your MES reports on specific targets but doesn’t compare production on one line with production on another line. SCADA will alert you when your equipment exceeds a threshold, but it won’t tell you the equipment is trending toward that threshold over the next several days. The intelligence layer bridges the gap between raw data and what that data actually means for your priorities.
2. Do we have to replace our existing MES, SCADA, or ERP systems to do this?
No and that’s one of the most important points. Operational intelligence is designed to sit on top of your existing systems not replace them. Your existing systems keep doing what they do. The intelligence layer reads from all of them and understands the relationships between their data.
3. What if our systems don’t integrate easily with each other?
That’s the norm, not the exception. Most manufacturing facilities run 5–15 systems that weren’t designed to communicate with one another. The practical approach is to connect through whatever methods work: APIs where available, SQL database queries where APIs don’t exist, and file imports (like weekly CSV exports) for older systems. This approach actually works, though it may be less efficient than a more modern system. However, proving value with your existing systems may help you justify upgrading to a modern, properly integrated system.
4. How does context-aware intelligence actually improve production decisions?
A concrete example from the article illustrates this well. An automotive components supplier experienced a 45-minute line jam on the line producing parts for a 3 PM just-in-time customer delivery. The MES logged it. SCADA monitored the equipment. But neither system understood what that jam meant for that specific deadline. An operational intelligence layer would immediately recognize that Line 1 had capacity to run those parts after a 2-hour changeover, and that making that changeover decision at 10:30 AM was the only way to prevent a missed shipment. The systems had the facts. Context-aware intelligence knew what to do with them.
5. Can this actually be implemented in 90 days, or is that unrealistic?
It’s realistic for most manufacturers with one important caveat. If you have MES and ERP systems that can be accessed, even through database queries or file exports, a 90-day implementation is achievable. The challenge isn’t usually data availability; it’s data fragmentation and integration. However, if your production tracking still relies primarily on clipboards and spreadsheets, you’ll need to establish some level of digital data collection first, which extends the timeline. The recommendation is to start focused on a single production line or specific operational problem rather than attempting a facility-wide transformation from day one.
6. What kind of ROI can we expect, and how quickly?
The article cites several documented outcomes. An electronics manufacturer improved on-time delivery from 87% to 96% with the same equipment and workforce after implementing context-aware job prioritization. A food processing operation prevented an estimated $340,000 in unexpected downtime costs in the first year alone. The less tangible benefits, such as supervisors focused on optimization rather than firefighting or more consistent customer commitments, often prove equally valuable over time.
About Bridgera
Operational Intelligence. Production-Ready AI.
Bridgera partners with operations-heavy enterprises to move AI beyond pilots and into real production systems. Through AI consulting, specialized talent, and scalable platforms like Interscope AI™, Bridgera embeds intelligence directly into the operational workflows that power the business.


